Исследование причин выхода из строя светодиодов с традиционными эпоксидными корпусами-линзами
Сергей Никифоров, к. т. н. Статья опубликована в журнале «Полупроводниковая Светотехника» № 5, 2010.
В статье описано экспериментальное исследование причин выхода из строя светодиодов с эпоксидными корпусами-линзами, обусловленных особенностями их конструкции и возможными технологическими нарушениями при производстве. Материал может быть полезен потребителям и производителям светодиодов, а также разработчикам устройств на их основе.
История и описание вопроса
Классический вариант построения конструкции светодиода существует уже не один десяток лет. Это всем известный 3–5-мм корпус (оваль- ный или круглый) с необходимым количеством выводов. В таком варианте светодиод завоевал свое место среди источников света и до сих пор существует как символ, олицетворяющий полупроводниковый излучающий прибор. Имея в основе своей корпуслинзу из твердого эпок- сидного состава, в который помещены кристалл, контактные проводники и кристаллодержатель- рамка, он обладает своими достоинствами и недостатками. Сбалансированное применение материалов всех составных частей такой конструкции обеспечивает надежную длительную эксплуатацию светодиода и стабильные характеристики его оптической системы. Однако даже такая совершенная и отработанная кон- струкция нет-нет, да и обнаруживает со временем «белые пятна» примененной технологии, указывая на ее недостатки. Совокупность всех этих факторов, а также увеличение динамических температурных характеристик современных светодиодов при аналогичных прежних размерах излучающих кристаллов привели разработчиков к применению кремнийорганических гелей в качестве наполнителя между кристаллом и оптической системой, которые демпфируют все разности линейных расширений различных материалов конструкции и устраняют механические внутренние напряжения. Данный вариант наиболее актуален для мощных светодиодов с кристаллами размером 0,5×0,5–1×1 мм, где при ненадлежащем качестве материалов внутренние механические напряжения элементов конструкции могут быть настолько большими, что приводят не только к нарушению электрических контактов, но и к разрушению излучающих кристаллов или самой конструкции.
Однако в настоящий момент производство светодиодов с эпоксидными корпусами-линзами нисколько не сократилось, а их использование продолжается в прежних масштабах (светофоры, табло, экраны). Поэтому актуальным остается как вопрос качества таких приборов, так и определение причин выхода из строя, казалось бы, технологически отработанных изделий. Неисправные и исправные светодиоды были изъяты из соответствующих светотехнических устройств. С целью доступа к внутренним элементам электрической цепи светодиодов в определенной последовательности выполнялось спиливание оптической части линзы. Экспериментальному выяснению таких причин и посвящена настоящая работа.
Внешняя характеристика возникновения и проявления неисправности
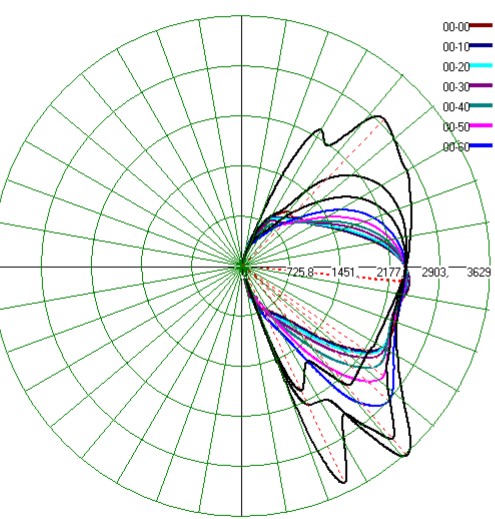
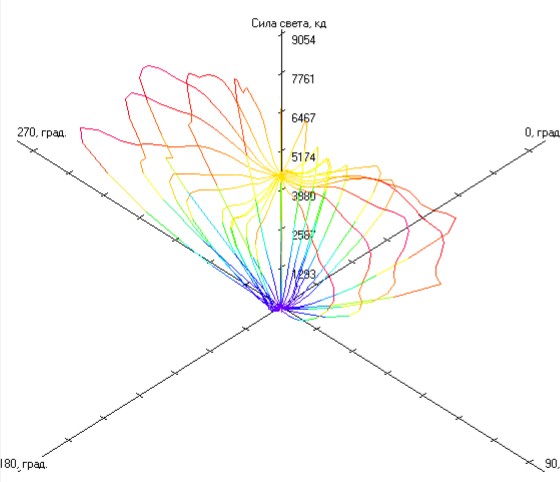
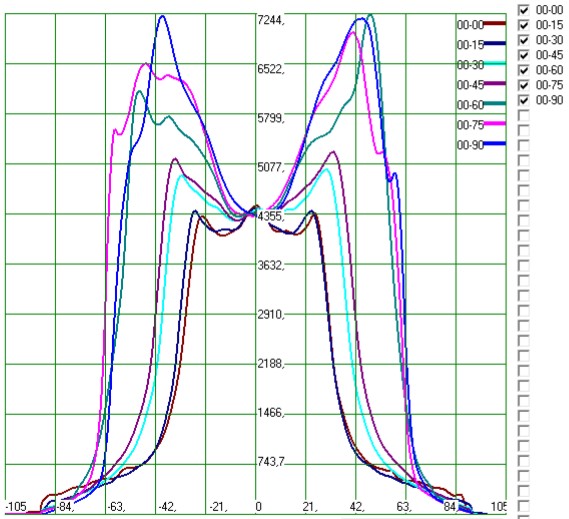
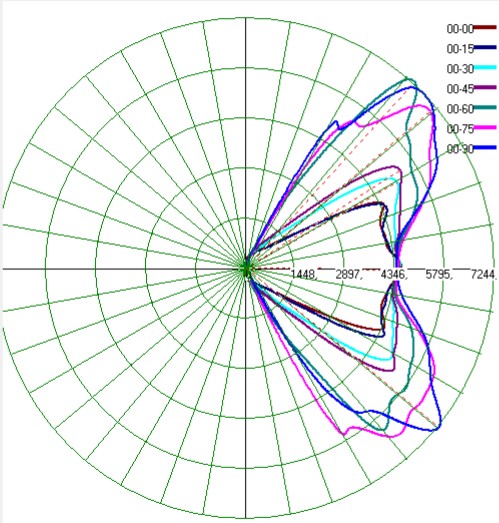
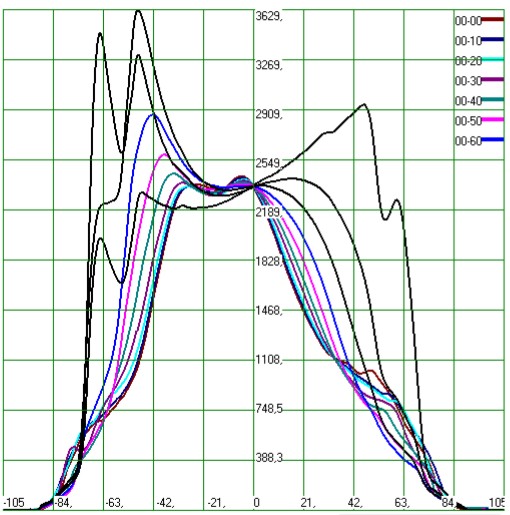
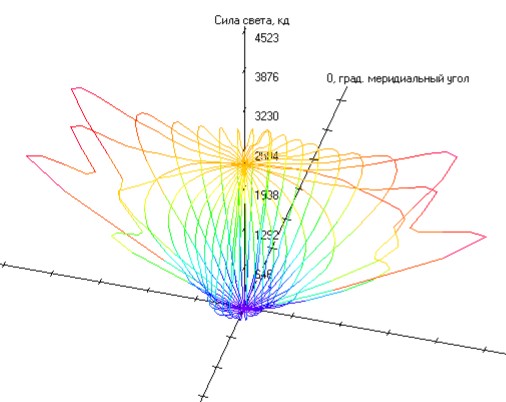
Неисправности, связанные с внутренними механическими напряжениями в конструкции светодиода и их последствиями, как правило, выглядят как полная потеря работоспособности (свечения) прибора или значительная деградация светового потока (до 90%), изменение пространственного распределения силы света. Однако часто имеет место так называемый «пропадающий» дефект, когда при включении питания светодиод функционирует нормально, но через некоторое время внезапно перестает работать.
Анализ внешнего проявления дефекта показывает, что наработка начавших по этой причине выходить из строя светодиодов в условиях повышенной температуры (+50…+60 °С) потенцирует проявление неисправности. Из чего был сделан вывод о том, что повышенная температура существенно катализирует эффект от неисправности. При этом 80% неисправных светодиодов после такой наработки продемонстрировали необратимый характер выхода из строя после остывания.
Внутренние причины выхода светодиодов из строя. Некоторые вопросы технологии производства и связанные с ними дефекты
Методы исследований
Для выяснения причин описанных неис- правностей были взяты светодиоды разных типов с кристаллами на основе AlInGaP. Наименования приборов, а также названия их производителей умышленно не приводятся для исключения каких-либо коммерческих толкований предлагаемого материала.
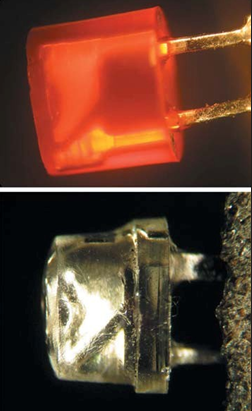
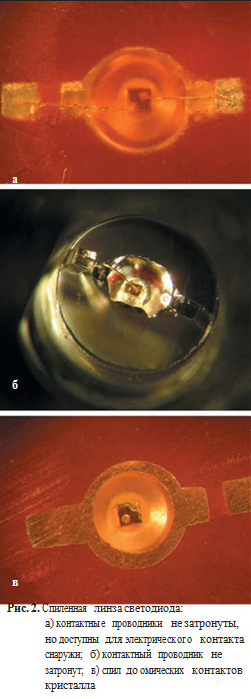
Представляемые результаты носят исключительно технический характер. Примеры некоторых этапов спиливания и полировки показаны на рис. 1 и 2.
На каждом этапе спиливания (разной степе- ни доступности к различным узлам внутренней схемы) проводилась качественная проверка работоспособности кристалла (визуальный осмотр во включенном состоянии) с измерениями электрического режима и сопротивления сварного соединения 1 и 2 (рис. 3).
Результаты тестов
Данная проверка выявила 100% работоспособных кристаллов, независимо от типа дефекта неисправного светодиода. Во всех случаях кристалл был надежно закреплен в месте посадки, независимо от механического воз- действия спиливания и полировки эпоксидной
основы линз, что говорит о хорошем тепловом контакте с кристаллодержателем и целостности клеевого соединения «подложка кристалла– поверхность лунки».
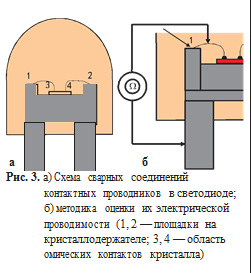
Прямое падение напряжения (Uf) при рекомендованном производителем токе 20 мА на всех кристаллах всех исследованных светодиодов со- ответствовало норме. Измерения падения напряжения (проводимости) на сварных соединениях кристаллодержателя проводились на рабочем токе If = 20 мА по методике, представленной на рис. 3б, и выявили следующие результаты:
• Проводимость соединения 1 (рис. 3а): исправного светодиода — 5–8 См; неисправного светодиода — 0,1–0,05 См.
• Проводимость соединения 2 (рис. 3а): исправного светодиода — 5–8 См; неисправного светодиода — 4–6 См.
Качественные результаты обработки спиленных образцов при поданном напряжении питания показали работоспособность (свечение) неисправных светодиодов, хотя и при существенно большем прямом напряжении (Uf>3 В для кристаллов AlInGaP). Данное обстоятельство повторялось у 90% образцов после спиливания большей части линзы. При долговременном (несколько дней) режиме подачи питания ра- ботоспособность светодиода со спиленной линзой сохранялась при незначительном по- вышении прямого напряжения.
Физические аспекты внутренних процессов, происходящих в конструкции светодиода с точки зрения законов механики
Приняв во внимание результаты исследований спилов светодиодов и качественные показатели появления неисправности светодиодов в устройствах, для достоверной трактовки причин, вызывающих данные дефекты, потребовалось детальное рассмотрение физических основ формирования эпоксидных корпусов-линз светодиодов, составляющих основу всей конструкции прибора. Не вдаваясь в подробности химического строения эпоксидных составов, представляющих из себя олигомеры с длинными молекулярными цепями мономеров, выстраиваемыми с помощью реакции с отвердителем и пластификатором в определенных массовых долях, следует отметить лишь некоторые свойства получаемых соединений [2].
1. Полимеризация трехмерных полимеров сопровождается небольшим выделением летучих веществ (до 0,5% объема).
2. Реакция полимеризации экзотермична (проходит с выделением тепла).
3. Отверждение неравномерно по времени и при определенных условиях может длиться до 2 лет (рис. 5).
4. Полимеризация всегда сопровождается уменьшением прореагированной массы (усадкой) до 2–3% объема.
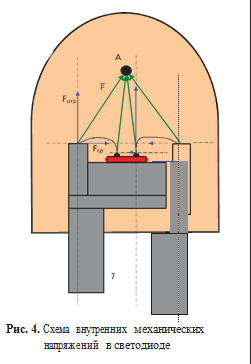
Все эти факторы в разной степени влияют на механические взаимодействия частей конструкции светодиода, возникающие в процессе полимеризации. Для удобства представления стоит обратиться к рис. 4, на котором показано распределение векторов сил, действующих на различные точки объема корпуса светодиода. При условии 4 точка А, отмеченная на рисунке черным кружком, является центром масс объема линзы и, соответственно, центром воздействия сил, приложенных к частям кристаллодержателя при условии уменьшения объема линзы. Соответственно, векторы сил будут направлены к этому центру и, оказывая воздействие под некоторым углом, разложатся на составляющие (1):
F = Fcp+Fотр, (1)
где: Fcp — сила, приложенная в направлении среза приваренного соединения 1, Fотp — сила, приложенная в направлении отрыва приваренного соединения 1 (рис. 3).
 Учитывая механические характеристики полимеризированного состава (модуль упру- гости и коэффициент жесткости), величина суммарной силы F, приложенной к сварному соединению, может составлять величину, эквивалентную давлению 200 МН/м2. Однако пластичность золотого проводника (контактной нити) позволяет выдерживать значительно бОльшие, чем 2%, изменения геометрии тела корпуса при условии соответствующего направления приложения силы (вдоль).
Учитывая механические характеристики полимеризированного состава (модуль упру- гости и коэффициент жесткости), величина суммарной силы F, приложенной к сварному соединению, может составлять величину, эквивалентную давлению 200 МН/м2. Однако пластичность золотого проводника (контактной нити) позволяет выдерживать значительно бОльшие, чем 2%, изменения геометрии тела корпуса при условии соответствующего направления приложения силы (вдоль). 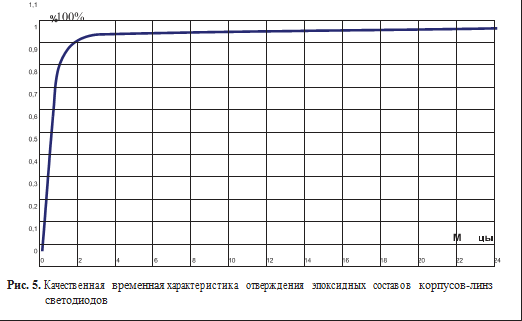 Так и получается, если рассмотреть действие этой силы на места приварки 3 и 4 (рис. 3): практически вся сила работает на отрыв, но поскольку она приложена вдоль по направлению положения проводника, оказывается полностью скомпенсированной растяжением материала нити (золота). В случае воздействия на место приварки 1 существенная часть суммарного вектора F, оказавшегося под бóльшим углом к продольному направлению проводника, направлена на срез. То же самое касается и места приварки 2, которое геометрически расположено приблизительно под тем же углом действия суммарного вектора силы, что и место 1. Однако эти места, в конечном счете, получают раз- личный эффект от воздействия одинаковых сил F. Это обусловлено существенной разницей в конструкции металлических основ соответствующих выводов: если непосредственно держатель кристалла не имеет возможности деформации из-за своей конфигурации и массы, то второй вывод светодиода с местом приварки 2 способен проявить реакцию на пластическую деформацию, вызванную силой F вдоль направления ее приложения, в результате чего уменьшится угол приложения сил и продольное их воздействие будет доминировать. При этом непосредственно сварное соединение проводника 2 испытает значительно меньшую нагрузку, чем место 1, оказавшись в более выгодных условиях. Сказанное иллюстрирует рис. 6.
Так и получается, если рассмотреть действие этой силы на места приварки 3 и 4 (рис. 3): практически вся сила работает на отрыв, но поскольку она приложена вдоль по направлению положения проводника, оказывается полностью скомпенсированной растяжением материала нити (золота). В случае воздействия на место приварки 1 существенная часть суммарного вектора F, оказавшегося под бóльшим углом к продольному направлению проводника, направлена на срез. То же самое касается и места приварки 2, которое геометрически расположено приблизительно под тем же углом действия суммарного вектора силы, что и место 1. Однако эти места, в конечном счете, получают раз- личный эффект от воздействия одинаковых сил F. Это обусловлено существенной разницей в конструкции металлических основ соответствующих выводов: если непосредственно держатель кристалла не имеет возможности деформации из-за своей конфигурации и массы, то второй вывод светодиода с местом приварки 2 способен проявить реакцию на пластическую деформацию, вызванную силой F вдоль направления ее приложения, в результате чего уменьшится угол приложения сил и продольное их воздействие будет доминировать. При этом непосредственно сварное соединение проводника 2 испытает значительно меньшую нагрузку, чем место 1, оказавшись в более выгодных условиях. Сказанное иллюстрирует рис. 6.
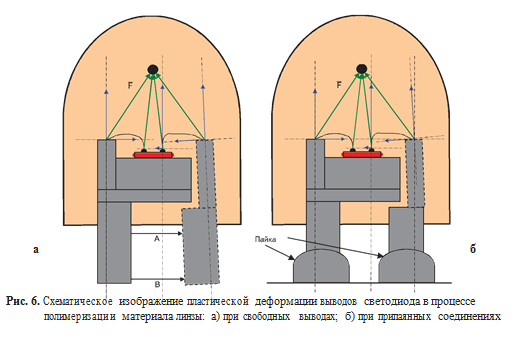
Однако ситуация, поясняемая рис. 6а, предусматривает случай, когда внешние вы- воды светодиода свободны и имеют неограниченную возможность перемещения под действием сил F, порожденных усадкой мате- риала линзы в процессе полимеризации. Здесь и происходит существенная компенсация приложенных усилий за счет пластической деформации, со временем выводы светодиода «раздвигаются», поэтому расстояние «А» становится не равным расстоянию «В», как и показано на рис. 6а. Естественно, что, как и в других случаях, большее перемещение испытывает вывод с местом приварки 2 (рис. 3). Но если принимать во внимание условие на- хождения всех светодиодов в составе светотехнического устройства (выводы заневолены пайкой), то вступает в силу ситуация, показанная на рис. 6б. Здесь степень свободы выводов практически полностью ограничена и становится близкой к идеализированному случаю, рассмотренному на рис. 4. Отсюда следует вывод о том, что светодиоды, установленные в платы светотехнических устройств при помощи пайки и не использованные таким образом (просто хранящиеся на складе в ленте или россыпью), имеют абсолютно разные результаты «итогов» полимеризации с точки зрения проявления указанного дефекта.
Следствия описанных механизмов
Указанные ситуации и механические напряжения, вызываемые процессом полимеризации материала линз, испытывают на прочность сварное контактное соединение. При некоторой его прочности усилие на срез или разрыв оказывается достаточным, чтобы разрушить место приварки. Нарушается электрический контакт, его проводимость ухудшается, и впоследствии, при прохождении тока через такое соединение, величина сопротивления достигает значений, при которых прохождение тока становится невозможным. Катализирует этот процесс существенная разница в коэффициентах линейного расширения материала линзы и металла кристаллодержателя при изменении температуры, в результате чего расшатывается адгезионное соединение этих материалов [3] (2).
Kэп = 50×10–6 1/°С,
Кмет = 10×10–6 1/°С, (2)
где Kэп — коэффициент линейного расширения эпоксидного состава, Кмет — коэффициент линейного расширения металла кристаллодержателя. Данное разрушение является основной причиной появления дефектных светодиодов в составе светотехнических устройств.
В пользу этого утверждения свидетельствует множество описанных выше и выявленных в процессе исследования условий и результатов:
• Фиксированное время работы большинства устройств без дефектных светодиодов и по- следующий массовый выход их из строя говорит о достижении некоторой степени полимеризации олигомера, достаточной для необратимой деструкции контактных соединений.
• Температурный фактор полимеризации также влияет на скорость распространения дефекта, подчиняясь прямой пропорциональности, и является катализатором скорости и степени полимеризации материала линзы.
• Увеличенное электрическое сопротивление контактного соединения наблюдалось преимущественно у места приварки 1 (рис. 3), что свидетельствует о правильности рассуждений о влиянии внутренних механических напряжений.
• Излучающий кристалл у 100% светодиодов с дефектом был исправен.
• Аналоги рассмотренных в эксперименте светодиодов, не проявляющих описанно- го дефекта, имеют либо кристалл другой конструкции, где не применяется приварка у места 1 (рис. 3), либо другой кристалло- держатель, либо иной материал линзы, либо технологического комплекса.
• Различие во времени и степени проявления дефекта у светодиодов различных типов связано, прежде всего, с объемом корпуса линз (рис. 7), отличающимся в 2–4 раза, и, соответственно, с величиной возникающих
сил F, характеризующих внутреннее механическое напряжение, а также с различной конструкцией кристаллодержателей.
Выводы
Возникновение неисправности в подавляющем большинстве случаев связано с разрывом сварного соединения контактной нити с кристаллодержателем и нарушением электрического контакта [1]. Данное разрушение явля- ется следствием некачественной приварки (95% вероятности) и некачественной эпоксидной основы линз или нарушением технологии отверждения (5%).
Вывод подтвержден повторной приваркой контактных нитей к местам 1 и 2 (рис. 3а) на спилах не менее 10 образцов на стадии спила, показанной на рис. 2а. Было установлено, что стандартные условия термоультразвуковой сварки обеспечивают требуемое усилие на отрыв. Это означает возможность качественной при- варки контактных нитей к данному кристаллодержателю в принципе.
Некачественная приварка является следствием плохой очистки кристаллодержателя — 60% вероятности, нарушением технологии свар- ки — 30%, отслоением покрытия площадок контактов — 10%.
Подобные неисправности светодиодов на основе кристаллов AlInGaN, например Cree MBright, помимо описанных выше причин и результатов нарушения контактов связаны с подобным эффектом, вызываемым внутрен- ним напряжением, усилия которого достаточно для отрыва самого кристалла от кристаллодержателя, смонтированного с помощью токопроводящего клея (рис. 8).
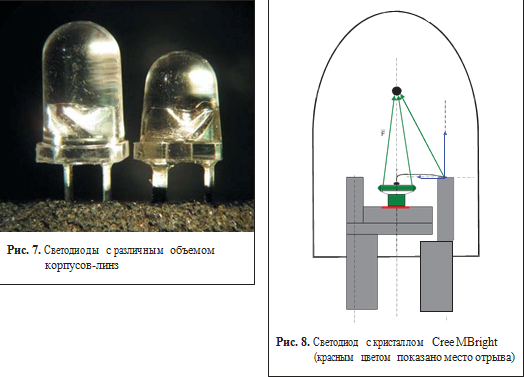
Рис. 7. Светодиоды с различным объемом корпусов-линз
Автор выражает благодарность компании «АТВ Наружные системы» за помощь в орга- низации и проведении исследований, а также лично Овчинникову Г. К.
Литература
1. Никифоров С. Г. Почему светодиоды не всегда работают так, как хотят их производители? // Компоненты и технологии. 2005. № 7.
2. Воронков А. Г. Эпоксидные растворы с повышенными эксплуатационными свойствами для ремонта и защиты строи- тельных изделий и конструкций: Автореф. дис. на соискание ученой степени к. т. н. Воронеж, 2004.
3. Живых В. Структура и адгезионные свойства отвержденных эпоксидных смол. // ВКР
«МАТИ—РГТУ». 2001.
Измерительное оборудование собственного производства
 УСТАНОВКА РАДИОМЕТРИЧЕСКАЯ «БИОФОТ» для измерения параметров энергетической экспозиции по ГОСТ IEC 62471 (ГОСТ Р МЭК 62471)
Подробнее ...
УСТАНОВКА РАДИОМЕТРИЧЕСКАЯ «БИОФОТ» для измерения параметров энергетической экспозиции по ГОСТ IEC 62471 (ГОСТ Р МЭК 62471)
Подробнее ...


 По вопросам приобретения оборудования и измерения параметров обращаться в лабораторию «АРХИЛАЙТ». тел. (495) 773 11 57, www.arhilight.ru
По вопросам приобретения оборудования и измерения параметров обращаться в лабораторию «АРХИЛАЙТ». тел. (495) 773 11 57, www.arhilight.ru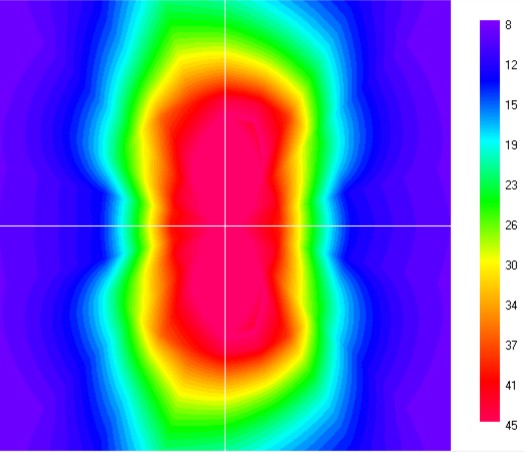









{kind=link}
{kind=link}
{kind=link}